

新闻资讯
滑梯设备在生产中如何进行安全和质量风险控制?
来源:广州碧潮水上乐园设备有限公司作者:admin日期:2022/5/27浏览:0
水上乐园设备中的水滑梯是最刺激最让人难以忘怀的水上乐园项目也是让年轻人十分向往和好玩的水上设备之一。
水上乐园装备中特种设备序列高危产品主要是水滑梯,国内外水公园事故案例有80%出在水滑梯设备上。水滑梯设备属于B类受控,但它的隐性安全风险不可小视。水滑梯的安全、质量风险控制是一个系统工程,本文就水滑梯生产流程中的几个控制环节作简约介绍。
 1.设计控制
1.设计控制
设计阶段是安全、质量控制的源头,分为:任务输入;工艺条件设计(安全丶技术指标设定),一次安全评审;产品建模(轨迹设计),有限元分析(安全设计),二次设计评审;二维链接,工艺、技术校审,成果输出(如设计物是新产品应在该节点后输入设计鉴定);生产工艺技术核定(设计跟踪);设计成果有效性评估等6个安全、技术和持续改进流程控制点。
 2.模具控制
2.模具控制
模具是忠实实现设计成果的重要环节,是滑梯几何尺寸控制的关键点。
传统制模工艺主要是釆用手工制模方式,无论通过何种手段(如型面样板等),手工制模的尺寸误差(尤其是大型模具)要达到3mm以内精度是十分困难的,但这3mm表现在滑行面的迎阶状态(不可控),人体直滑的游客受伤害几率髙达30%以上,使用充气筏的滑梯其充气筏的寿命和乘骑游客滑行舒适度明显降低。
手工制模的误差如果表现在对接面螺旋角部位会导致安装轴线偏离,实体安装施工中通常采用人工扭转修正,而人为强迫扭转的后果必然导致应力集中,轻则出现流线折点,重则出现滑行面鼓包、龟裂,如滑梯结构中被添加有钙性物质的,出现断裂的几率很髙。通常这些表象会出现在滑梯投入运营后一定阶段。
 3.材料
3.材料
玻璃钢复合材料种类繁多,从制作阳台雨棚到飞机雷达整流罩,材料的物理、化学性千差万别。水滑梯因其安装条件和特殊用途,对材料的选择有特别的要求。
滑梯用玻璃钢化工材料主要在物理性、化学性和应用性3个方面选择,物理性包括巴氏硬度、拉伸强度、拉伸弹性模量、断裂延伸率、弯曲强度、弯曲弹性模量、冲击强度、热变形温度、吸水率等物理试验指标,这些指标都应在lSO75,lSO178标准值范围内。化学性包括粘度、苯乙烯含量、酸值、固化温度、浸润性、凝胶时间、热反映、抗紫外线性能等试验指标,应符合lSO2555、2884、2114标准值范围。
化工材料的品质受化工原料、组分结构、生产环境温度湿度等因素影响,同牌号材料生产批次不同,季节不同,品质有差异,往往会影响滑梯的成形质量。因此,滑梯生产单位应设置适应规模的材料试验室,对综合技术指标进行试验检测,抗老化试验是必检项目。不同牌号,不同厂商的材料由于发热反应、拉伸模量、收缩比等都有差异,不可混合使用,这是滑梯在应用中出现变形的重要原因。
水滑梯生产材料严格禁止添加碳酸钙、硅鎂粉、石膏粉、滑石粉等充填材料。在传统日用玻璃钢制品如浴缸、面盆、坐便器等卫生洁具生产中使用这些填充材料是厂商的惯常作法,即所谓的改性玻璃钢,目的是降低生产成本又可提高厚重的品质形象。这些产品是静态应用,不会产生必然的危害后果。但在水滑梯生产中一旦添加这些矿物质材料情况会变得很糟糕,水滑梯的架空安装形式在使用中需要有适度的绕性以克服钢性破坏,以柔克刚,若加入充填物后分子结构被改变,变得僵硬而易碎,失去玻璃钢固有的坚韧和弹性,严重的会发生整齐的断裂,对使用安全构成严重威胁。
 4.制造控制
4.制造控制
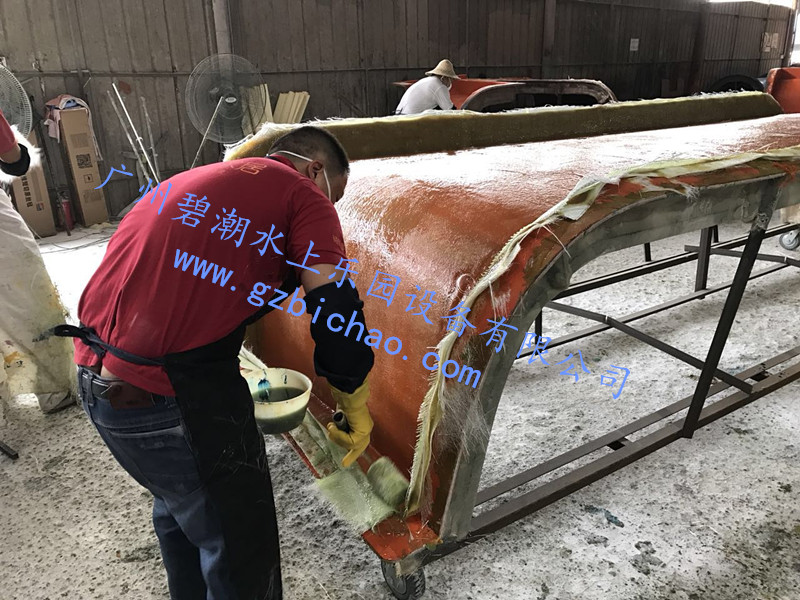
制造品质的好坏受工艺施工方法改变。成型工序中积层一次到位是比较省事的作法但错误,一次过厚的积层在固化过程中化学反应产生的放热峰值髙达90℃以上,其积层结构内部受到烧灼破坏,这样的废品也许会经过外表修饰流入市场(不用仪器无法从外观看出是烧包品)。正确的做法是多次积层,每次积层2mm间隔3小时(表面冷却)。正确积层只是品质保证的第一步,之后是脱模时间控制,所谓脱模时间是指产品在模具上的停留时间(即后固化时间),也就是产品胶衣面隔绝空气的时间,这个时间的长短与产品胶衣表面的光亮度坚硬度成正比,与产品结构的变形度成反比,保持并延长这个后固化期是滑梯品质保证的第二步。
5.质量控制
实现质量检验智能化管理,现场全电子化数据釆集,每件产品要经过7道检验关口并自动生成追溯,和3种持证QA出厂专检,严密的数字化完全排除人为因素干扰,保证产品质量标准持续稳定。
6.技术突破
7.环境友好
水上乐园装备中特种设备序列高危产品主要是水滑梯,国内外水公园事故案例有80%出在水滑梯设备上。水滑梯设备属于B类受控,但它的隐性安全风险不可小视。水滑梯的安全、质量风险控制是一个系统工程,本文就水滑梯生产流程中的几个控制环节作简约介绍。
设计阶段是安全、质量控制的源头,分为:任务输入;工艺条件设计(安全丶技术指标设定),一次安全评审;产品建模(轨迹设计),有限元分析(安全设计),二次设计评审;二维链接,工艺、技术校审,成果输出(如设计物是新产品应在该节点后输入设计鉴定);生产工艺技术核定(设计跟踪);设计成果有效性评估等6个安全、技术和持续改进流程控制点。
模具是忠实实现设计成果的重要环节,是滑梯几何尺寸控制的关键点。
传统制模工艺主要是釆用手工制模方式,无论通过何种手段(如型面样板等),手工制模的尺寸误差(尤其是大型模具)要达到3mm以内精度是十分困难的,但这3mm表现在滑行面的迎阶状态(不可控),人体直滑的游客受伤害几率髙达30%以上,使用充气筏的滑梯其充气筏的寿命和乘骑游客滑行舒适度明显降低。
手工制模的误差如果表现在对接面螺旋角部位会导致安装轴线偏离,实体安装施工中通常采用人工扭转修正,而人为强迫扭转的后果必然导致应力集中,轻则出现流线折点,重则出现滑行面鼓包、龟裂,如滑梯结构中被添加有钙性物质的,出现断裂的几率很髙。通常这些表象会出现在滑梯投入运营后一定阶段。
玻璃钢复合材料种类繁多,从制作阳台雨棚到飞机雷达整流罩,材料的物理、化学性千差万别。水滑梯因其安装条件和特殊用途,对材料的选择有特别的要求。
滑梯用玻璃钢化工材料主要在物理性、化学性和应用性3个方面选择,物理性包括巴氏硬度、拉伸强度、拉伸弹性模量、断裂延伸率、弯曲强度、弯曲弹性模量、冲击强度、热变形温度、吸水率等物理试验指标,这些指标都应在lSO75,lSO178标准值范围内。化学性包括粘度、苯乙烯含量、酸值、固化温度、浸润性、凝胶时间、热反映、抗紫外线性能等试验指标,应符合lSO2555、2884、2114标准值范围。
化工材料的品质受化工原料、组分结构、生产环境温度湿度等因素影响,同牌号材料生产批次不同,季节不同,品质有差异,往往会影响滑梯的成形质量。因此,滑梯生产单位应设置适应规模的材料试验室,对综合技术指标进行试验检测,抗老化试验是必检项目。不同牌号,不同厂商的材料由于发热反应、拉伸模量、收缩比等都有差异,不可混合使用,这是滑梯在应用中出现变形的重要原因。
水滑梯生产材料严格禁止添加碳酸钙、硅鎂粉、石膏粉、滑石粉等充填材料。在传统日用玻璃钢制品如浴缸、面盆、坐便器等卫生洁具生产中使用这些填充材料是厂商的惯常作法,即所谓的改性玻璃钢,目的是降低生产成本又可提高厚重的品质形象。这些产品是静态应用,不会产生必然的危害后果。但在水滑梯生产中一旦添加这些矿物质材料情况会变得很糟糕,水滑梯的架空安装形式在使用中需要有适度的绕性以克服钢性破坏,以柔克刚,若加入充填物后分子结构被改变,变得僵硬而易碎,失去玻璃钢固有的坚韧和弹性,严重的会发生整齐的断裂,对使用安全构成严重威胁。
制造品质的好坏受工艺施工方法改变。成型工序中积层一次到位是比较省事的作法但错误,一次过厚的积层在固化过程中化学反应产生的放热峰值髙达90℃以上,其积层结构内部受到烧灼破坏,这样的废品也许会经过外表修饰流入市场(不用仪器无法从外观看出是烧包品)。正确的做法是多次积层,每次积层2mm间隔3小时(表面冷却)。正确积层只是品质保证的第一步,之后是脱模时间控制,所谓脱模时间是指产品在模具上的停留时间(即后固化时间),也就是产品胶衣面隔绝空气的时间,这个时间的长短与产品胶衣表面的光亮度坚硬度成正比,与产品结构的变形度成反比,保持并延长这个后固化期是滑梯品质保证的第二步。
5.质量控制
实现质量检验智能化管理,现场全电子化数据釆集,每件产品要经过7道检验关口并自动生成追溯,和3种持证QA出厂专检,严密的数字化完全排除人为因素干扰,保证产品质量标准持续稳定。
6.技术突破
建立颜色质量渐变追踪系统,通过釆集不同地区不同气象条件下的颜色干扰信息,完整的实验数据支持,对所有推荐的滑梯颜色已经做到5年保鲜,10年渐变率低于10%的国际先进水平。

7.环境友好
玻璃钢生产环境的粉尘和挥发物,以及边角废料的处理曾经是困扰所有同业的三大难题。行业内某公司研发改造历经数年努力取得突破成果,粉尘和挥发物不再危害工人健康,玻璃钢边角废料成了制作模具不可多得的坚硬原料,受到各级政府和环保机构的髙度评价。
广州碧潮水上乐园设备有限公司是中国水上乐园设备制造业,中国制造品牌企业,关注:水上乐园设备价格、水上乐园设备报价、水上乐园设备公司、水上乐园设备供应商,请点击:www.gzbichao.com
相关文章
- 2020/11/06定期更新水上乐园设备的重要性
- 2018-04-21水上乐园小型化
- 2018-04-25水上乐园安全设施规划建设不容忽视
- 2021/11/02室外儿童大型游乐设备——2021必看的四款大型儿童游乐设备
- 2021/11/06想开一家水上乐园,需要哪些儿童水上游乐设备?
- 2017-05-15珠海梦幻水城水上乐园设备升级改造完成
- 2017-09-07水上乐园设施的安全要求
- 2020/11/19水上乐园行业发展机遇的分析
